Expertise
The Barile lab is recognized as a leading expert of milk and dairy byproducts, including whey permeate. Almost 80% of our 150+ peer reviewed journal articles focus on the bioactive components in milk, colostrum, and other dairy products and byproducts. We have a tremendous amount of experience with the dairy industry as well as with novel and traditional dairy processing techniques applied in research and industry. As leading dairy researchers, we have received numerous awards and grants, been featured in a recent documentary, spoken at domestic and international conferences and webinars, and had our writings cited nearly 10,000 times. We choose to work with commercial partners to help disseminate our knowledge in an effort to increase our positive impact on the food and dairy industries.
Facility
Housed in the Department of Food Science across a courtyard from Dr. Barile's analytical laboratory, our state-of-the-art 800 square foot Milk Processing Laboratory was designed and built to enable collaborative and multi-disciplinary food science research to bring exciting innovations to the food industry, particularly in the realm of novel methods for the fractionation and recovery of bioactive milk components. The Milk Processing Lab provides an excellent resource for scholarly research as well as collaborations with both dairy and non-dairy industry partners. In addition, the Milk Processing Lab complies with all specifications required to produce materials for animal trials with approved Institutional Review Board protocols.
Our facility features 110/208/480 V (single & three-phase) power supplied by eight utility stations, steam, chilled and RD water, an isolated drainage system, and HEPA filtration to ensure air quality. Additionally, the Milk Processing Lab complies with all specifications required to produce materials for clinical trials. Outside the Milk Processing Lab, we also boast over 300 square feet of ambient equipment storage to pretreat larger volumes of raw materials.


MPL for Outlook Magazine

Josh and Mareen using the membrane filtration unit
Virtual Video Tour
A virtual tour through the facility can be found here. The Milk Processing Lab is introduced at 5:28 minutes.
Equipment overview
The Milk Processing Lab was designed to be highly flexible by having all of the equipment on wheels. All of our instruments are dairy grade and consume minimal amounts of energy and water. Our equipment reaches steady-state quickly and produces little waste.
All Microthermics equipment at the MPL is certified by Nationally Recognized Testing Laboratory (NRTL). NRTL is an organization that OSHA (Occupational Safety and Health Administration) has recognized as meeting the legal requirements in 29 CFR 1910.7. In brief, these requirements specify the capability, control programs, complete independence, and reporting and complaint handling procedures to test and certify specific types of products for workplace safety. We, therefore, have the necessary capabilities of both a product safety testing laboratory and a product certification body as required to receive OSHA recognition as an NRTL.
Processing systems
Raw milk processing system
- Equipment
- Raw milk, skim, and cream receiving tanks
- Milk pump
- Heat exchanger
- Cream separator
- Separates whole milk into skim and cream fractions
- Processes at 100 gallons tank capacity
- Recovers heat added to milk for separation
- Maintains holding temperature of raw milk, skim milk, and cream at 5°C
Heat processing system
- Equipment:
- Pasteurization/UHT unit
- Homogenizer
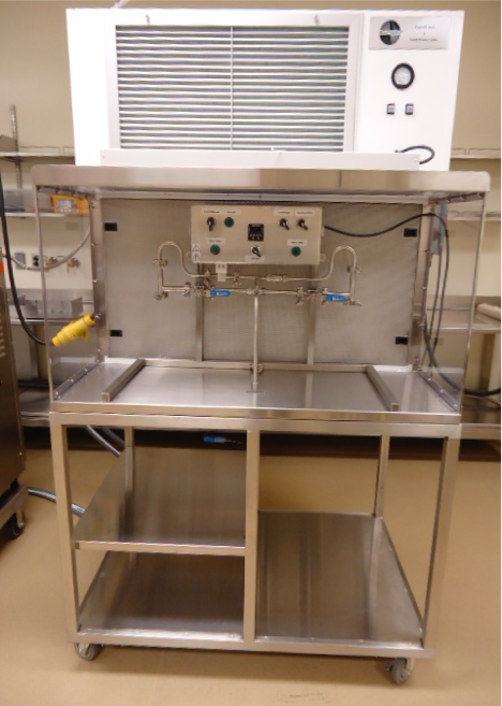
- Ultra-clean filler unit
- Pilot plant scale processing sequence to pasteurize, homogenize, and package milk, skim, and cream
- Can perform HTST or UHT pasteurization
- CIP cleanable
Compound isolation and purification
- Equipment
- Cream separator
- Membrane filtration system
- Desalination unit
- Separates bioactive compounds from dairy streams through microfiltration, ultrafiltration, nanofiltration, and reverse osmosis
Equipment
Receiving tanks
- 2 stainless steel tanks with 100 gallon capacity
- 1 stainless steel tank with 25 gallon capacity
- Provides agitation
- Jacketed with chilled water to keep milk at 5°C
- Tank jackets can be heated by coupling with our powerful Chromalox heater
- Used as receiving tanks for dairy products, in milk processing, and in enzymatic reactions such as casein precipitation and lactose hydrolysis
- Manufacturer: Sprinkman Corp.

Water Circulating Temperature Heat Transfer System
- Heats or cools water to be used with jacketed receiving tanks or heat exchanger
- Heats water up to 250 °F
- Open or closed-loop cooling
- Manufacturer: Chromalox

Heat Exchanger
- Utilizes a 3-section sanitary design
- Section 1: pre-heats cold raw milk with heat released from cooling milk in section 3
- Section 2: Heats raw milk with hot water
- Section 3: Cools skim milk to be held at 5°C until processing
- Ideal for heating milk prior to separating skim from cream
- Manufacturer: TetraPak

Cream Separator
- Separates raw milk into skim and cream fractions
- Typically operated at 3.3 L per min
- Best performance with milk between 21-57 °C
- ≤0.1% skim efficiency
- 10-40% milkfat cream
- Manufacturer: GEA Westfalia

Pasteurizer/UHT unit
- Can perform HTST and UHT pasteurization on milk, skim, or cream
- Typically operated at 2 L per min
- Pilot plant scale
- CIP cleanable
- Manufacturer: Microthermics

Homogenizer
- Utilizes 2 homogenizing stages to maximize homogenization
- Variable speed motor to match the flow of the pasteurizer/UHT unit
- Sterilizable by pasteurizer/UHT unit
- CIP cleanable
- Manufacturer: GEA Niro Soavi

Filler with automatic fill control
- Packages product appropriately for research studies including
- Refrigerated shelf-life studies
- Product-package interaction studies
- Clinical trials
- Capable of aseptic filling
- Ultra-clean filling environment
- Filler hood has a shower of HEPA filtered sterile air
- CIP cleanable
Membrane filtration system
- Capable of micro-, ultra-, and nano-filtration and reverse osmosis to isolate milk components
- Critical step in separating bioactive compounds from milk
- Highly versatile
- Module for simultaneously screening several flat-sheet membranes
- Module for using up to 3 larger spiral membranes
- Available in both pilot plant and bench scales
- Manufacturers: GEA Process Engineering (pilot plant scale), Smartflow technologies (bench-scale)

High-Performance Desalination unit
- Fully automated
- Ion exchange membranes
- MiniCell test strand
- 10 cell pairs
- Purifies target compounds following membrane filtration
- Manufacturers: Fuji Film, Magna Imperio Systems Corp.

Fermenters
- Custom-designed stainless-steel fermenters
- Frequently used for lactose and monosaccharide fermentation
- Manufacturer: Cypress Semiconductor
How we can help further you research
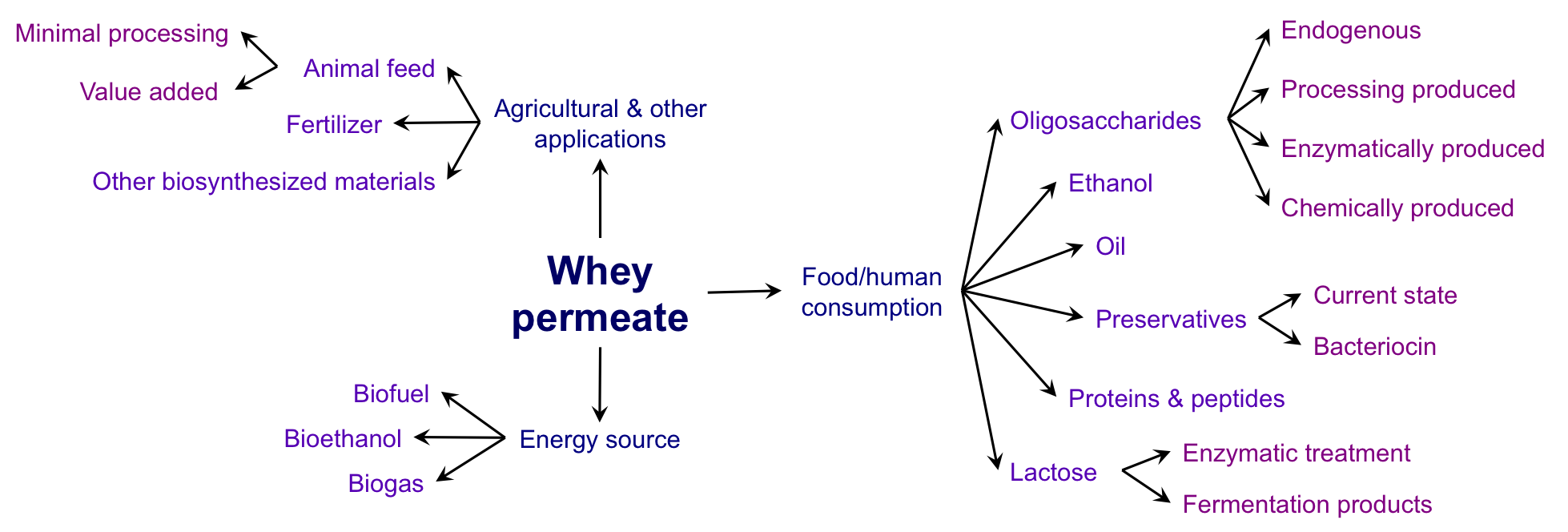
Each dairy product and co-product has numerous potential uses and valorization strategies. Whey permeate, a co-product from whey protein production, is an excellent example of this. We have extensively studied whey permeate to unlock its hidden value in multiple commercial sectors. We want to help you discover your material's true potential.
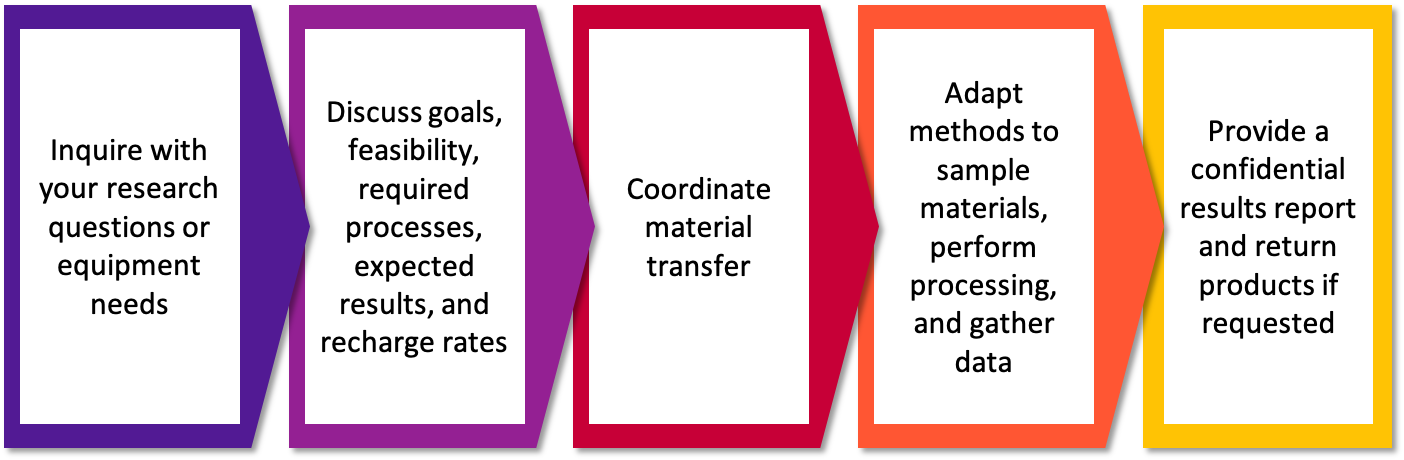
Whether you are interested in applying established dairy techniques to your material or want to investigate novel uses of our research and equipment, we are excited to discuss all possibilities! Our relationship with every company is slightly different, however we typically follow the work-flow relationship illustrated below:
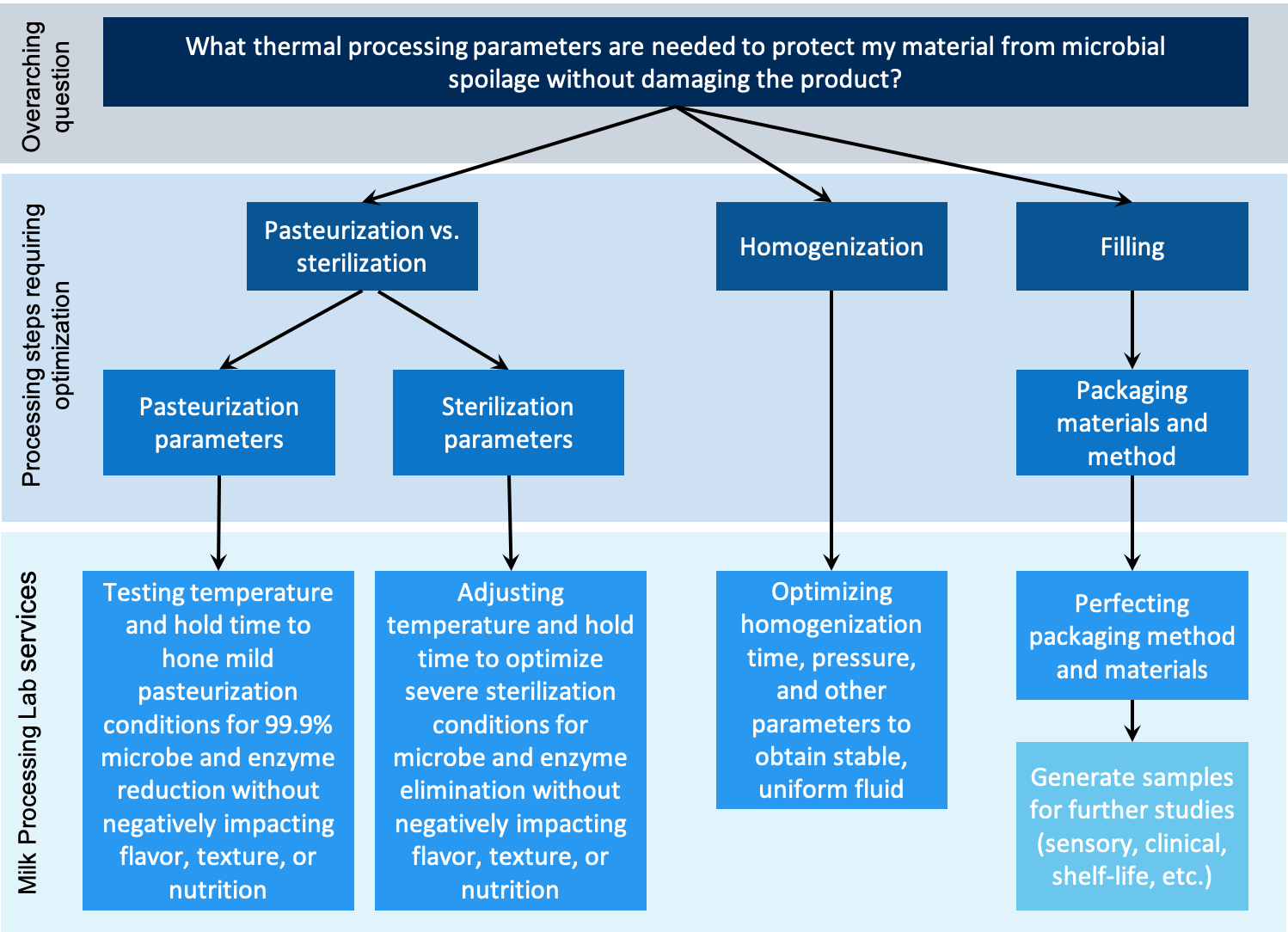
We can help you answer a wide range of your research questions using our state-of-the-art Milk Processing Lab and our abundant experience. Below is an example (optimization of thermal processing conditions for dairy, juice, and other fluids) of how we can deliver results and answers to your research questions:
Who we partner with
In addition to facilitating groundbreaking research, the Milk Processing Lab also acts as an avenue for the Barile lab to partner with members of the food industry. We have worked with countless companies to answer their research questions, further product development, and test novel methodologies on our pilot scale equipment. We gladly partner with members of both the dairy and non-dairy sectors to further companies’ research needs. Between our Milk Processing Lab and Glycomics and Peptidomics services, we have worked with dozens of companies located throughout North America, Europe, and Asia. Our partners span companies of all sizes, from start-ups to multinational corporations and cover nearly every facet of the food and beverage industry including all types of dairy products, infant formula, cultured breast milk, water treatment and filtration plant-based foods and beverages, coffee, agricultural waste products, and processing co-products.

Services and rates
“Professor Barile’s lab is a valuable collaboration partner for industrial researchers. They are not only technically of the highest caliber-- but also are responsive, customer-service driven, and very professional to work with. We couldn’t be more pleased with the timeliness and quality of communications with this team.” -Paula Hicks, CTO Sugarlogix
Our recharge rates vary based on the work being performed. Please contact Bruna Paviani for more information: [email protected].
We look forward to working with you!